鋁合金因其高強度重量比、優良的耐腐蝕性、良好的導熱導電性和可回收性,在航空航天、汽車制造、軌道交通、船舶、電子產品等領域得到了廣泛應用。本文將深入解析鋁合金激光焊接的核心技術及復合焊的創新應用。
一、鋁合金特性及其對焊接的影響
1、鋁的導熱率遠高于鋼,隨溫度升高而降低。這意味著焊接時熱量迅速散失,需要更高的線能量或功率密度才能熔化。
2、鋁熔點660°C,但其表面Al?O?熔點高達2050°C。因此,焊前必須去除氧化膜,否則氧化膜會進入熔池形成夾雜,影響熔透。
3、鋁的表面張力較低,熔池流動性好,但易產生焊縫塌陷、駝峰等缺陷。
4、鋁的熱膨脹系數約為鋼的2倍,凝固收縮大,易產生焊接變形和殘余應力。
這些特性決定了鋁合金焊接工藝參數選擇。例如,高熱導率要求激光功率足夠高,焦點要準確;氧化膜問題需要在焊前嚴格清理和焊接過程中的良好保護;高膨脹系數則意味著需要考慮焊后變形控制和應力消除。
鋁合金特性對焊接的影響
1、鋁對激光的吸收率受波長影響很大。對長波長的CO?激光(10.6μm)吸收率很低,室溫下<10%;而對短波長的光纖/碟片激光(約1μm)吸收率稍高,室溫下約20-30%。近年來興起的藍光激光(450nm)對鋁的吸收率可達60-70%。
2、吸收率會隨溫度升高而增加,一旦形成匙孔,匙孔內的多次反射會使吸收率迅速提高至80-90%。
3、氫在液態鋁中的溶解度遠大于固態鋁,溫度越高溶解度越大。凝固過程中,溶解度會急劇下降,過飽和的氫析出形成氣孔。這是鋁合金焊接氣孔的主要來源。
二、鋁合金分類
1、加工硬化型 (不可熱處理強化):1xxx (純鋁),3xxx (Al-Mn),5xxx (Al-Mg)。通過冷變形提高強度,焊接時HAZ會發生回復和再結晶,導致強度下降。
2、熱處理強化型:2xxx (Al-Cu),4xxx (Al-Si, 主要作焊絲),6xxx (Al-Mg-Si),7xxx (Al-Zn-Mg-Cu)。通過固溶處理+時效析出強化相提高強度,在焊接時HAZ中的強化相會溶解或粗化,導致強度大幅下降。
5xxx系通常焊接性較好,但Mg含量高時易蒸發;6xxx系焊接性良好,但HAZ軟化嚴重;2xxx和7xxx系強度高,但熱裂紋和氣孔傾向大,焊接難度高。
三、鋁合金激光焊
1、激光-材料相互作用模式
??熱導焊模式??:功率密度<10? W/cm²,僅表層熔化,適用于薄板焊接,但熔深受限。
??匙孔焊模式??:功率密度>10? W/cm²,形成穩定匙孔,實現深熔焊接(深寬比可達10:1),但對參數穩定性要求極高。
2、鋁合金激光焊中氣孔的控制
優化激光參數,例如功率、速度、焦點
采用脈沖激光或光束擺動 (如圓形、8字形掃描),改善匙孔穩定性和熔池流動,促進排氣。
采用雙光點技術,前光點開孔,后光點穩定熔池。
減壓焊接 (真空或低氣壓):類似電子束焊,顯著減少羽輝,穩定匙孔,促進氣體逸出,能大幅提高熔深和質量,但設備復雜昂貴。
3、典型應用場景
??航空航天??:飛機蒙皮、發動機燃燒室結構焊接,減重18%的同時提升強度。
??新能源汽車??:電池托盤、車身框架焊接,實現輕量化與密封性統一。
四、激光-電弧復合焊
1、基本原理與優勢
激光提供集中的能量,實現深熔,穩定電弧。
電弧提供額外的熱量,熔化填充焊絲,增加熔寬,橋接間隙,并對鋁表面有陰極清理作用(取決于電弧極性)。
優勢:更高的焊接速度、更大的熔深、更好的間隙橋接能力、更靈活的冶金控制、更低的變形。
2、激光-電弧復合焊類型
(1)電弧在前/激光在后:電弧預熱工件,提高激光吸收率,可能獲得更大熔深。
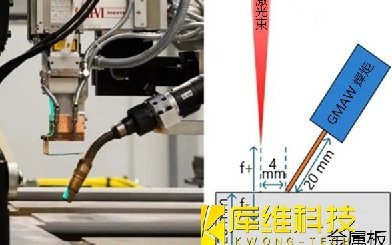
(2)激光在前/電弧在后:激光形成匙孔,電弧負責填充和修飾焊縫形狀。這是更常見的組合,有利于提高間隙橋接能力和焊縫成形。
(3)同軸復合焊:激光與電弧同軸輸出,空間協同性最佳,但設備復雜度高。
3、激光-電弧復合焊中氣孔的控制
激光/電弧功率平衡:增大電弧電流可以擴大匙孔直徑,穩定熔池,減少氣孔。但過高的電弧功率也可能引入更多氫。
氣體保護:外層采用He+Ar混合氣(He比例30-50%),內層純Ar,降低氫含量。
填充焊絲優化:選擇ER4043(Al-Si)焊絲,凝固收縮率低,減少微裂紋和氣孔傾向。
4、工業化應用案例
??軌道交通??:德國西門子高鐵車體采用LAHW焊接,生產節拍縮短至3分鐘/節。
??船舶制造??:鋁合金三明治結構焊接,接頭強度達母材90%,焊后變形<0.5 mm。